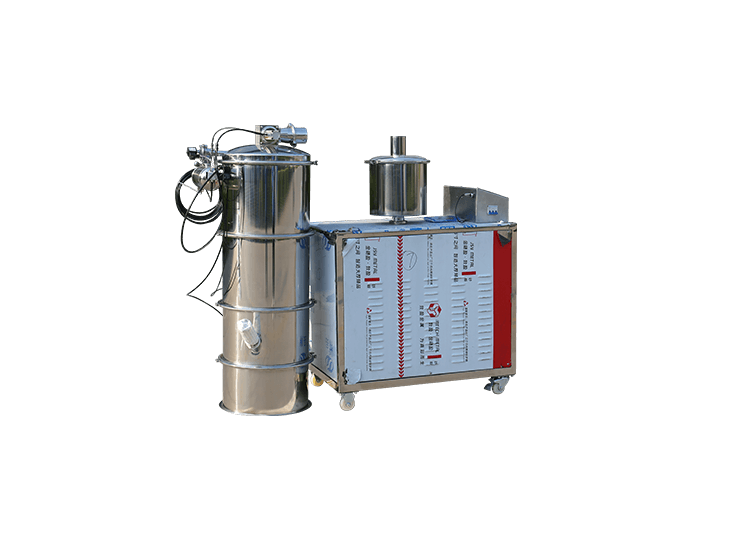
Home / Products / Explosion-proof equipment / Explosion-proof vacuum Feeder



Low pollution: Reduce the pollution of the environment and personnel on materials and improve the cleanliness
Easy to operate: It takes up little space and can complete the small space of powder transportation, making the work space beautiful and generous, and is not limited by long or short distances
No leakage: The whole conveying process is carried out in a closed system without any powder leakage.
High efficiency: Reduce labor intensity and improve work efficiency
Medicine, Food, Chemicals, Metallurgy, Building materials and other industries.
medicine, food, chemical industry, metallurgy, building materials and other industries
Various powder materials
| Model | Power(kW) | Transport capacity(kg/h) | Number of filter elements(Pc) | Filter area(m2) | Number of pulses(Pc) |
| BZK-420-304 | 5.5-7.5 | 1000-2000 | 9 | 0.85 | 3 |
| BZK-600-304 | 7.5-15 | 2000-4000 | 18 | 1.7 | 4 |
| BZK-1000-304 | ≥11 | ≥4000 | 38 | 3.6 | 6 |
Note: The conveying capacity is measured when the conveying pipe is 4 meters long and the conveyed material is flour. The longer the conveying pipe, the conveying capacity will decrease, and the conveying capacity is also closely related to the characteristics of the material.
The ZKS vacuum feeder uses a vacuum pump to evacuate air, so that the inlet of the suction nozzle and the entire system are in a certain vacuum state. The powder and granular materials are sucked into the feed nozzle along with the outside air, forming a material airflow, passes through the suction pipe and reaches the hopper, where the gas and material are separated. The separated material enters the material receiving equipment. Conveying and discharging materials are completed by continuously opening and closing the pneumatic three-way valve, and the opening and closing of the pneumatic three-way valve is controlled by the control center. The ZKS vacuum feeder is equipped with a compressed air backflush device. Each time the material is discharged, the compressed air pulses backflush the filter to knock down the powder adsorbed on the filter surface so that the suction material can operate normally.


























































































































































































































Using airflow to atomize raw materials into monomers can solve problems such as black spot removal, stickiness, agglomeration, dust, and pollution, which can improve product purity and improve product quality.
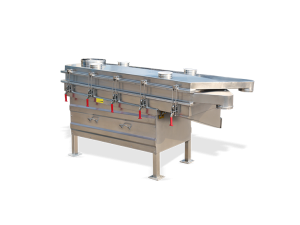
A quick-release linear vibrating screen designed and manufactured to meet the high-end requirements of food, pharmaceutical and other industries.

It adopts advanced sealing technology to prevent leakage and extend service life. The sealing gap can be automatically compensated with the use process.
Please fill in your phone number, email and other information, which will help us contact you in time and solve your problems as soon as possible